 13922535452
13922535452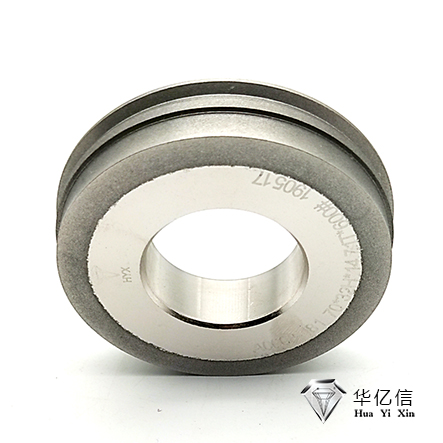

钻头铣刀研磨机砂轮
砂轮规格:70*32*14.71*600#
砂轮编码:HYX-P-086
浏览次数:144...
产品详情
产品品牌:华亿信
产品规格:D(外径)×H(孔径)×T(砂轮总厚度)×V(角度)×R(倒角半径)×X(磨料宽度)
粒度(#/目):80,100,150,200,300,600,800,1200(可供选择)
型号:异形(按图纸订作)
工艺:电镀
材质:(SD)金刚石/立方氮化硼(CBN)
加工对象:主要用于硬质合金、高速钢、不锈钢等材质的工件成型尺寸加工
电镀金刚石砂轮优点:
①电镀工艺简单,投资少,制造方便;
②无需修整,使用方便;
③单层结构决定了它可以达到很高工作速度,目前国外已高达250~300m/s;
④虽然只有单层金刚石,但仍有足够寿命;
⑤对于精度要求较高滚轮砂轮,电镀唯一制造方法。
电镀金刚石砂轮正由于这些优势,电镀砂轮高速、超高速磨削占据着无可争议主导地位。电镀金刚石砂轮存缺陷:镀层金属与基体及磨料结合面上并不存牢固化学冶金结合,磨料实际上只被机械包埋镶嵌镀层金属,因而把持力小,金刚石颗粒负荷较重高效磨削易脱落(或镀层成片剥落)而导致整体失效;为增加把持力就必须增加镀层厚度,其结果磨粒裸露高度容屑空间减小,砂轮容易发生堵塞,散热效果差,工件表面容易发生烧伤。目前国内电镀砂轮制造尚未实现按加工条件要求而优化设计出砂轮最佳地貌,单层电镀金刚石砂轮这些固有弊端必然会大大限制它高效磨削应用。